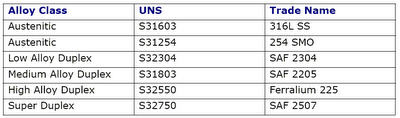
 What are the differences between Duplex Stainless Steel, Medium Alloy Duplex, 22% Cr, SAF 2205 and UNS 31803 ?
What are the differences between Duplex Stainless Steel, Medium Alloy Duplex, 22% Cr, SAF 2205 and UNS 31803 ?They are refer to same metal. Duplex Stainless Steel and Medium Alloy Duplex is general (layman) term and commonly used across discipline. Material specialist like to call it 22% Cr. SAF 2205 is the trade name where procurement people like put it in purchase order. Different terms used sometime may results confusion and miscommunication. Thus, Unified Numbering System (UNS) has been created for standardization and easy administration. This system is widely use in North American included Canada.
“The Unified Numbering System for Metals and Alloys (UNS) provides a means of correlating many internationally used metal and alloy numbering systems administered by societies, trade associations, and those individual users and producers of metals and alloys. It provides the uniformity necessary for efficient indexing, record keeping, data storage and retrieval, and cross-referencing.”
Above was extracted from book <<
Metals & Alloys in the Unified Numbering Systems >>. This book (in CD) provides information on :
UNS number
Description
Common trade names and alloy designations
Cross-reference organization
Cross-reference specifications
Chemical composition
The UNS is managed jointly by the American Society for Testing and Materials (ASTM) and the Society of Automotive Engineers (SAE).
The UNS number (for "Unified Numbering System for Metals and Alloys") is a systematic approach where each metal is designated by a LETTER followed by five NUMBERS. The number is unique and composition-based of commercial materials. It is used for material reference but it does not guarantee any performance specifications and/or exact composition.
Following are overview of common commercial metals / alloys using UNS system :
Axxxxx - Aluminium Alloys
Cxxxxx - Copper Alloys, including Brass and Bronze
Fxxxxx - Iron, including Ductile Irons and Cast Irons
Gxxxxx - Carbon and Alloy Steels
Hxxxxx - Steels - AISI H Steels
Jxxxxx - Steels - Cast
Kxxxxx - Steels, including Maraging, Stainless, HSLA, Iron-Base Superalloys
L5xxxx - Lead Alloys, including Babbit Alloys and Solders
M1xxxx - Magnesium Alloys
Nxxxxx - Nickel Alloys
Rxxxxx - Refractory Alloys
R03xxx- Molybdenum Alloys
R04xxx- Niobium (Columbium) Alloys
R05xxx- Tantalum Alloys
R3xxxx- Cobalt Alloys
R5xxxx- Titanium Alloys
R6xxxx- Zirconium Alloys
Sxxxxx - Stainless Steels, including Precipitation Hardening and Iron-Based Superalloys
Txxxxx - Tool Steels
Zxxxxx - Zinc Alloys
Typical example :
Relating Topics
Continue receive FREE stuff & Update.......Subscribe by Email OR RSS
Any comments / advices ?..........Drop it in comment field (below) or sent a private email to me...
























{kind=link}