Discussion in "
How to predict Check Valve Slam ?" has shown potential of surge pressure if a normal check valve is provided in the pump discharge. Nevertheless, in many design the surge pressure could be within the allowable limit of piping short term pressure spike. Thus, it is "normally" that providing a normal check valve on pump discharge does not poses any danger of pressure surge. Having said this, a proper checking should be carried out.
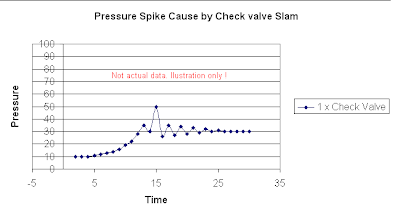
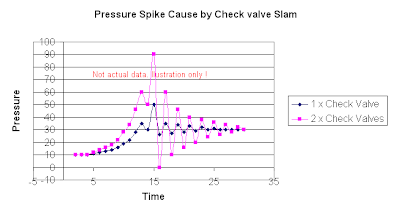
One of the scenario that has been warned for many times is providing double check valves in the pumping system. With single normal check valve in the pump discharge line, the discharge may experience a short term pressure spike as shown in image below.
In case of double check valves in the pumping system, there may be a very short time gap between the closure of both check valves. This would allow both check valves generate two pressure waves running forward and backward along the pumping system. Two waves would probably meet along the piping. Both waves' amplitude could be added or subtracted between each and other subject to wave's pattern. A severe pressure spike could be additional of two identical waves as shown in the following image.
Above discussed about the potential of severe pressure spike in the pumping system with double check valves, however, it very subject to :
- Shutdown valve closure time
- Pump shutdown time and its impact on the pressure waves
- Piping length
- Location of the check valves
- Check valves type and its closure time
thus, providing double check valves does not mean severe pressure spike will definite happen. However, the potential of severe pressure spike increases as well as it associate risk. Only proper pressure surge study and review on the wave and pressure spike pattern can advise the likelihood of occurrence.
Related Post
 A process plant is in debottlenecking phase and a pump is expected to be changed out. A datasheet submitted by pump vendor and stated the impeller size is 295mm with pump head of 120m as requested. The pump speed is expected to be high speed pump with 2950 rpm. Do you think this impeller can deliver the head ?
A process plant is in debottlenecking phase and a pump is expected to be changed out. A datasheet submitted by pump vendor and stated the impeller size is 295mm with pump head of 120m as requested. The pump speed is expected to be high speed pump with 2950 rpm. Do you think this impeller can deliver the head ?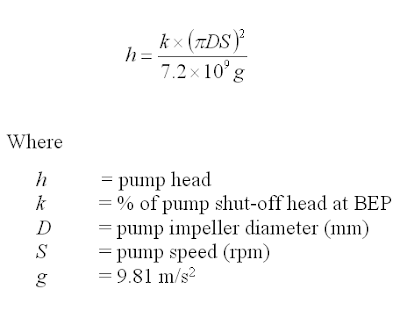
 Base on above equation, impeller size of 295mm, pump speed of 2950 rpm, and k normally is about 85%, the calculated pump head is about 90m (less than 120 m). It imply that the pump head may be over-estimated. Thus, a quick verification with pump vendor shall be done.
Base on above equation, impeller size of 295mm, pump speed of 2950 rpm, and k normally is about 85%, the calculated pump head is about 90m (less than 120 m). It imply that the pump head may be over-estimated. Thus, a quick verification with pump vendor shall be done.