Display problem ? Click HERE
 In site experiencing summer and winter, normally the air cooler (heat transfer area) will be designed based on maximum ambient air temperature during summer. However, ambient air temperature will drop significantly during winter and those air cooler handling wet gas (saturated with water vapor or free water found in vapor phase) will potentially experience hydrate formation as the fluid temperature cooled below the hydrate formation temperature of fluid. How the tackle this kind of issue ?
In site experiencing summer and winter, normally the air cooler (heat transfer area) will be designed based on maximum ambient air temperature during summer. However, ambient air temperature will drop significantly during winter and those air cooler handling wet gas (saturated with water vapor or free water found in vapor phase) will potentially experience hydrate formation as the fluid temperature cooled below the hydrate formation temperature of fluid. How the tackle this kind of issue ?There are few practical means to tackle hydrate formation downstream of air cooler which only occur during winter.
(i) Manual shutdown of fans
Install a temperature transmitter with low temperature alarm (LAL) downstream of air cooler outlet to monitor the fluid temperature. In the event the fluid temperature decrease as the ambient temperature is dropped, once it reaches the LAL set point and triggers alarm, operator may stop some motors (fan) to reduce forced air flow and reduced heat removal from air cooler. As this action required operator attention and uncertainties in fluid composition, it is recommended to provide more margin on the set point i.e 10 degC above hydrate formation temperature.
(ii) Auto-Control Air Flow
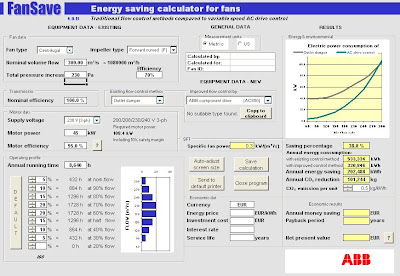
Install a temperature transmitter with low temperature alarm (LAL) downstream of air cooler and Variable Speed Drive for air cooler motors so that the vapor temperature is maintained at some margin (e.g. 5 degC) above hydrate formation temperature. In this way, the fluid temperature is maintained by controlling air flow (controlling motor speed) via air cooler tubes,hence the heat removal from process fluid.
You may aware that other than above mentioned benefit, there are other benefits as discussed in Variable Frequency Drive (VFD) helps in Many Aspects (click here).
VSD control is one the effective means in controlling air cooler outlet temperature. There are other means of controlling the temperature as discussed in Air Cooled Heat Exchanger Control using Variable Pitch Fans.
(iii) Inject Hydrate Inhibitor upstream of Air cooler
This is one of the common method in controlling hydrate formation. However, the continuous consumption of hydrate inhibitor could lead to high life cycle cost of the plant and may not be attractive at all. Apart, there are other problems associate with hydrate inhibitor (i.e. methanol, MEG, TEG, etc). If methanol is used, it will stay in vapor form and follow the vapor to downstream processing facilities. Methanol is not easy to be removed from the gas phase and methanol-water mixtures when it is knocked out as liquid in cold section. If MEG /MEG is used, it potentially poison downstream equipment such as membrane and form a contaminant in gas phase.
Apart, some may consider to provide a bypass around the air cooler so that hot fluid from upstream of air cooler warm with fluid outlet of air cooler and expecting mixture is above hydrate formation temperature. This will ONLY help in fluid downstream of mixing, but hydrate formation still occur upstream of mixing point. Hot bypass DOES NOT HELPS !
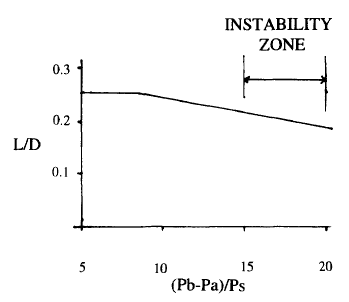
Another aspect one shall remember is mal-distribution of air flow within the air cooler tube bundle would lead to some tubes experience higher air flow compare to other tubes and results fluid in some tubes experience temperature lower than hydrate formation temperature. Hence, whenever the hydrate temperature is lower than minimum ambient temperature, mal-distribution of air flow within tube bundle shall be analyzed in detail. Moreover if the fluid entering air cooler is two phase gas liquid flow, phase separation at the distribution header would even worsen above scenario.
Related Post
- How much heat removal by natural convection when Air Cooler fan off
- Success story of turbulator in Air Cooled Heat Exchanger
- Heat Transfer Coefficient For Air-Cooled Heat Exchangers
- Air Cooled Heat Exchanger Control using Variable Pitch Fans
- Design of Quiet Air-Cooled Heat Exchangers
- Should Forced Draft or Induced Draft Air Cooler be employed on offshore platform ?















{kind=link}