Download
Thanks to Ankur
Related Topic








 A primary factor in achieving highly reliable, effective sealing performance is to create the best fluid environment around the seal. Selection of the right piping plan and associated fluid control equipment requires a knowledge and understanding of the seal design and arrangement, fluids in which they operate, and of the rotating equipment. Providing clean, cool face lubrication, effective heat removal, personnel and environmental safety, leakage management and controlling system costs are among the specific factors that must be considered. API has established standardized piping plans for seals that provide industry guidelines for various seal arrangements, fluids and control equipment. API 682/ISO 21049 standards have default (required) connections and connection symbols for seal chamber and gland plate connections based upon the seal configuration. It is recommended that the latest edition of these standards be reviewed for up-to-date requirements, when these standards are mandated for a piece of rotating equipment.
A primary factor in achieving highly reliable, effective sealing performance is to create the best fluid environment around the seal. Selection of the right piping plan and associated fluid control equipment requires a knowledge and understanding of the seal design and arrangement, fluids in which they operate, and of the rotating equipment. Providing clean, cool face lubrication, effective heat removal, personnel and environmental safety, leakage management and controlling system costs are among the specific factors that must be considered. API has established standardized piping plans for seals that provide industry guidelines for various seal arrangements, fluids and control equipment. API 682/ISO 21049 standards have default (required) connections and connection symbols for seal chamber and gland plate connections based upon the seal configuration. It is recommended that the latest edition of these standards be reviewed for up-to-date requirements, when these standards are mandated for a piece of rotating equipment. The importance of drop size information has increased considerably during the last decade. Many spray applications such as evaporative cooling, gas conditioning, fire suppression, spray drying and agricultural spraying rely on this information for effective use. It is increasingly important for engineers to understand the basic atomization process and how it is evaluated. Earlier post "Visualize Spraying Nozzle Performance" presented some spray nozzle videos to help in visualizing the performance characteristics of the most common nozzle spray pattern types. In this post, a simple but important booklet may be downloaded to understand further the drop size in spraying technology.
The importance of drop size information has increased considerably during the last decade. Many spray applications such as evaporative cooling, gas conditioning, fire suppression, spray drying and agricultural spraying rely on this information for effective use. It is increasingly important for engineers to understand the basic atomization process and how it is evaluated. Earlier post "Visualize Spraying Nozzle Performance" presented some spray nozzle videos to help in visualizing the performance characteristics of the most common nozzle spray pattern types. In this post, a simple but important booklet may be downloaded to understand further the drop size in spraying technology. Mixing of liquid in vapor using spraying nozzle is commonly used in reactor, column, mixing tank, etc. Mixing efficiency and effectiveness subject to liquid droplet size and contact time between droplet and vapor. In order to promote mixing efficiency and effectiveness, spraying nozzle is used to create small droplet size, well distribution of droplet and better spraying angle. Spraying liquid can be done hydraulically (high pressure liquid acting on a special design nozzle), gas assisted (gas kinetic energy acting on liquid for break-up) and rotary spraying (hydraulic pressure acting on moving device and results breakage of liquid).
Mixing of liquid in vapor using spraying nozzle is commonly used in reactor, column, mixing tank, etc. Mixing efficiency and effectiveness subject to liquid droplet size and contact time between droplet and vapor. In order to promote mixing efficiency and effectiveness, spraying nozzle is used to create small droplet size, well distribution of droplet and better spraying angle. Spraying liquid can be done hydraulically (high pressure liquid acting on a special design nozzle), gas assisted (gas kinetic energy acting on liquid for break-up) and rotary spraying (hydraulic pressure acting on moving device and results breakage of liquid).Spray pattern videos now available include examples of the following nozzles:
This useful tool is the newest component of BETE Fog Nozzle, Inc.'s efforts to provide customers with solutions specially tailored to their unique spray challenges. BETE Fog Nozzle, utilizing our engineering resources and state-of-the-art Spray Laboratory, is fully prepared to collaborate with customers to supply nozzles that meet their most demanding industrial process conditions.
Following are 5 typical spraying videos.
 Earlier post "Relationship between NPSHa & NPSHr", Process engineer must always ensure the operating pressure along the pump (from suction to discharge) always higher than fluid vapor pressure. Net positive suction head (NPSH) is used to check if cavitation will occur. Process engineer must always ensure available Net positive suction head (NPSHa) is always higher than pump required Net positive suction head (NPSHr). In recent discussion with some engineers, there was some doubt or confusion on a simple statement. Should pump still cavitate eventhough Net Positive Suction Head available (NPSHa) higher than Net Positive Suction Head required (NPSHr) ?
Earlier post "Relationship between NPSHa & NPSHr", Process engineer must always ensure the operating pressure along the pump (from suction to discharge) always higher than fluid vapor pressure. Net positive suction head (NPSH) is used to check if cavitation will occur. Process engineer must always ensure available Net positive suction head (NPSHa) is always higher than pump required Net positive suction head (NPSHr). In recent discussion with some engineers, there was some doubt or confusion on a simple statement. Should pump still cavitate eventhough Net Positive Suction Head available (NPSHa) higher than Net Positive Suction Head required (NPSHr) ?
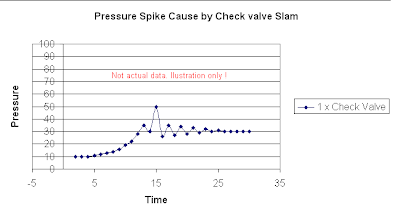
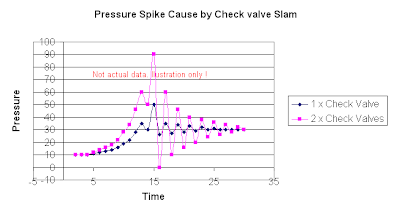
 Check valves or Non-return valves (NRV) are normally installed in piping to avoid back flow. Rotating equipment such as pump, compressor, etc will always be equipped with NRV(s) on the discharge to avoid back flow when rotating equipment is shut. Back flow creates severe surging to the rotating equipment and potentially damage the equipment. In certain process system, NRV will be employed to avoid contamination, overheating, etc due to back flow.
Check valves or Non-return valves (NRV) are normally installed in piping to avoid back flow. Rotating equipment such as pump, compressor, etc will always be equipped with NRV(s) on the discharge to avoid back flow when rotating equipment is shut. Back flow creates severe surging to the rotating equipment and potentially damage the equipment. In certain process system, NRV will be employed to avoid contamination, overheating, etc due to back flow.



 A question raised by a young engineer.
A question raised by a young engineer.