Display problem ? Click HERE
Cavitation video clips can be viewed in "How Pump Cavitation Sound and Looks Like ?". There is question raised. Why cavitation is destructive and how it happen ?
Cavitation
Vapor bubbles form when the energy of a liquid molecule is larger than the pressure of the surrounding liquid acting on its surface. As the surrounding pressure decreases, the vapor bubble volume will increase to achieve a balance between vapor bubble energy (vapor pressure) and pressure energy exerted on the vapor bubble surface from surrounding liquid. On the other hand, as the pressure energy is increased and overcome the vapor bubble energy (vapor pressure), the vapor bubble size will reduce until it is totally collapse. Above situation is generally known as Cavitation.
Why cavitation is destructive ?
It is known that cavitation is destructive due to the vapor bubble collapse. Why vapor bubble collpse is destructive ?
Vapor bubble collapsed involve changes state from vapor to liquid. This state change process will generate shock waves. Shock waves are formed by collisions of surrounding liquid molecules that are rushing in to fill the void caused by the collapsing bubble. The shock waves intensity is subject to the speed of bubble collapse and size of bubble. Higher the bubble collapse speed and larger bubble size contains larger kinetic energy (1/2 mv2) and higher shock wave. If this shock wave is toward a surface, it will exert on the surface and severe erosion will occur on the surface. The energy from shock wave will transfer to the surface and potentially create severe vibration.
A study conducted by Y Tomita and A Shima (1990) on formation and collapse of bubble. Following image is a series of photographs shows the progressive collapse of a vapor bubble.
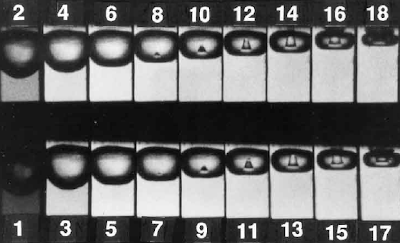
Stage 1 to 6 shows a bubble decreasing in size and flatten.
Stage 7 to 13, a small indentation, known as a “re-entrant micro jet” began to form on the bottom of the bubble, progressively increase and toward upper surface of bubble.
At stage 14, the jet (or shock wave) breaks through the upper surface of the bubble and directs the force of collapse in a single direction. One special phenomenon is the jet direction is always toward a physical surface. Thus, the energy is concentrated and directed towards the surface.
If this happen at surface...
If the cavitation is occured at any surface like pump impeller, control valve trim, etc, erosion at the surface and vibration at the structure would quick leads to damage of the surface and instability of the structure.
Related Topic