Display problem ? Click HERE
Recommended :
Subscribe FREE - Plant Services
 A stream or unit operation has been properly defined in a HYSYS file (i.e. ABC.hsc), you would like to copy and transfer complete information to another HYSYS file (i.e. 123.hsc), a tedious way is the print the Datasheet of the stream or unit operation with all information (in ABC.hsc) and key in the same information in 123.hsc. This is rather time consuming and potentially expose to typo error.
A stream or unit operation has been properly defined in a HYSYS file (i.e. ABC.hsc), you would like to copy and transfer complete information to another HYSYS file (i.e. 123.hsc), a tedious way is the print the Datasheet of the stream or unit operation with all information (in ABC.hsc) and key in the same information in 123.hsc. This is rather time consuming and potentially expose to typo error.
Subscribe FREE - Plant Services
A stream or unit operation has been properly defined in a HYSYS file (i.e. ABC.hsc), you would like to copy and transfer complete information to another HYSYS file (i.e. 123.hsc), a tedious way is the print the Datasheet of the stream or unit operation with all information (in ABC.hsc) and key in the same information in 123.hsc. This is rather time consuming and potentially expose to typo error.HYSYS has a special feature (if you have not know about it) is the XML Data Exchange. It help to extract information of a stream or unit operation into a temporary file (UnitOp.XML) and allow other file can access the information in this XML file.
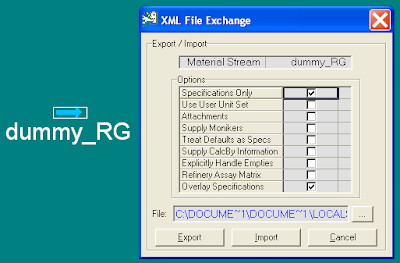
For example, you would like to transfer stream information (i.e. Rich gas in ABC.hsc) into a stream (i.e. dummy_RG in 123.hsc).
Step 1 : Open ABC.hsc file
Step 2 : Put the pointer ("cross lines") on the Rich Gas stream.
Step 3 : Right Click, follow by clicking on the XML Data Exchange. XML file Exchange sheet will be displayed.

Step 4 : Click Export. All information from Rich Gas stream will be transferred into UnitOp.XML

Step 5 : Open the new file (123.hsc) and create a new stream dummy_RG
Step 6 : Put the pointer ("cross lines") on the dummy_RG stream
Step 7 : Right Click, follow by clicking on the XML Data Exchange. XML file Exchange sheet will be displayed.
Step 8 : Click Import. All information from UnitOp.XML stream will be transferred into dummy_RG.
Above method may apply to other unit operation like separator, pump, etc. It save a lot of simulation time when you are handling many streams in many files.
Related Topic
- A Great Material In Traininig Young Engineer in HYSYS
- Useful Documentation for HYSYS ...
- Properly Simulate a Separator with Demister in HYSYS
- What to do if HYSYS 3.2 Can not Locate License Server ?
- Lesson Leaned from Installation of SHELL FRED
- Bug in ASPENTECH HYSYS 2006 Dynamic Depressuring Fisher Valve model
- How to apply valve equation in HYSYS Depressuring ?